To control the speed of a 3-phase induction motor, you can use methods like VFDs (Variable Frequency Drives) to adjust frequency, which directly controls speed. For example, reducing frequency from 60 Hz to 30 Hz can reduce motor speed by 50%, saving up to 50% in energy for constant load applications, like pumps or fans.
Varying the Supply Voltage (V/f Control)
The most economical methods and usually employed for the speed control of 3-phase induction motors are by V/f control. In this technique, variable supply voltage is applied to the motor by varying both voltage and frequency in proportion to each other. To illustrate this, the standard industrial motor operating at 60 Hz at 480V would have to be stepped down to 320V at 40 Hz to give the same magnetic flux for this motor without overheating and excessive wear. Probably the most easily recognized advantage of V/f control is the fine-tuning of motor speed for exact requirements. This makes the control technique very suitable for applications such as fan, pump, and conveyor installations where energy economy requires motors to run at various speeds.
Another aspect which goes hand in hand with energy savings is the reduction of power consumption. The power requirement of a motor is proportional to the cube of the speed. This means that for a small loss in speed, a big percentage reduction in power consumption occurs. As an example, if there were a motor running at 10 kW at 60 Hz, the energy consumption at 50 Hz would be approximately 5.6 kW, which is a reduction of power by approximately 44%. This is very useful in applications such as water pumps, where energy consumption can be radically reduced by operating at a lower speed than full capacity. For major industrial operations, this can amount to thousands of dollars a year in savings. Assuming a 50 HP motor with a base speed of 60 Hz, power consumption might reach approximately 37.3 kW, while at 40 Hz it may be reduced to about 23.5 kW, saving about 13.8 kW per motor-hour.
Another critical consideration when V/f control is utilized exists in the realm of torque. The decreases in motor speed that accompany this approach create equivalent decreases in available torque. Generally, V/f works if the motor is operating inside its design envelope—that is, it can maintain consistent performance at reduced speed. If you need high torque at low speed, this approach may not be sufficient. Take a motor rated at 460 volts and 60 Hz, for example, and operate it at 30 Hz at the same voltage—you’ll only get about half the available torque. Since applications requiring constant torque at lower speeds—like heavy load lifting or driving compressors—are quite common, other measures are employed, such as torque compensation within the VFD. Such compensation may allow a given system to maintain higher torque at low speed, but at some increased cost and complexity in the drive design.
Using a Variable Frequency Drive (VFD)
One of the most common and effective methods of speed control for a 3-phase induction motor is by the use of a Variable Frequency Drive (VFD). VFDs accomplish this process by varying the frequency of the voltage applied to the motor, thereby directly affecting the speed of the motor. In the case of a standard 3-phase motor operating at 60 Hz, the VFD can be used to reduce the frequency down to 30 Hz, thereby cutting the speed of the motor in half. This strict regulation allows for better scaling of the motor speed to the load demand, thus optimizing efficiency and energy consumption. This also implies that, in industrial applications, processes such as pumping, conveyance, and ventilation can be driven to run only as fast as necessary, hence minimal use of general energy.
The energy savings because of the application of VFDs are most often quite substantial, especially in applications where the load on the motor changes throughout the day. A typical motor running at full speed uses much more power compared to when it is running at a reduced speed. Consider, for instance, a 15 HP motor that uses 10 kW of power at full speed at 60 Hz. When the speed is reduced to 45 Hz, its power consumption drops by about 40% down to about 6 kW. In practical terms, the overall energy savings for a factory operating many such motors over 4,000 hours a year could be tens of thousands of dollars per year. As an example, assuming the average cost of electricity in the United States to be $0.10/kWh, energy savings of 4 kW/hour will save this one motor approximately $1,600/yr (4 kW x 4,000 hours x $0.10/kWh). These savings can be even more significant when considering the cumulative effect of multiple motors in a facility.
VFDs also provide improved system performance, allowing for smoother starts and stops that reduce mechanical stress on the motor and the system components. The capability of ramping up the speed instead of starting up fully reduces mechanical stress, thereby prolonging the life of a motor and associated equipment. For instance, in the case of sudden startup and shutdown, an industrial pump motor may be subjected to heavy wear at its bearings and seals due to high inrush current and sudden torque changes. These stresses can be minimized by ramping the motor speed up and down using a VFD, which generally results in longer operational life. Moreover, VFDs can allow for protection of the motor by sensing abnormal conditions, such as overloads or under-voltage, and make necessary adjustments to prevent damage, further enhancing the system’s reliability and reducing its maintenance costs.

Pole Changing
Pole changing is one of the methods for speed control of a 3-phase induction motor whose principle is based on the variation in the number of poles in the stator windings of the motor. The speed of an induction motor is inversely proportional to the number of poles, and thus a switch in the number of poles automatically changes your motor’s speed. One common application of this technique is in motors designed with multiple sets of windings to accommodate multiple pole settings. For instance, a motor actually designed for 4 poles—operating at a synchronous speed of 1,800 RPM at 60 Hz—can have the electrical connections altered to use only 2 poles: its synchronous speed would then be 3,600 RPM. The pole-changing method of speed control is the most simple and mechanical in nature. It finds applications where only a few discrete speeds are required.
Normally, pole changing offers two speeds—the high-pole, low speed, 4-poles for example, and the low-pole, high speed, 2-poles for example. The amount of speed change is large and fixed. As one example, a 10 HP motor operating at 1,800 RPM for a 4-pole configuration can be switched to a 2-pole configuration in which the motor will operate at 3,600 RPM. Ordinarily, this would mean higher torque at the lower speed—higher pole count—since the motor is operating closer to nameplate speed—and lower torque at the higher speed—fewer poles, which it is usually necessary to make provisions for in applications where consistent torque across all speeds is needed. For example, whereas 50 Nm may be available at 1,800 RPM in the 4-pole mode, perhaps 25 Nm might be available at 3,600 RPM in the 2-pole mode, depending upon the motor design and load characteristics.
Advantages of pole-changing include simplicity and low cost. Unlike other approaches, like VFDs or cycloconverters, pole changing does not involve complex electronic systems or converters. In some circumstances, it is the simple and more economic solution. A motor with the capability of pole changing may cost 10-20 percent more compared to a standard one. In many applications, like for example in case of fans or pumps, where only two different speeds are ever needed, the extra investment is well-justified. This is evident from the fact that a centrifugal fan on a large industrial ventilation system would operate at 3,600 RPM during peak demand periods and at 1,800 RPM during off-peak periods. In this manner, energy economy and process optimization become feasible without the added cost of a variable speed control system. The application of pole-changing motors, therefore, exists at places where the requirement is for only two discrete speeds, such as large pumps or HVAC systems.
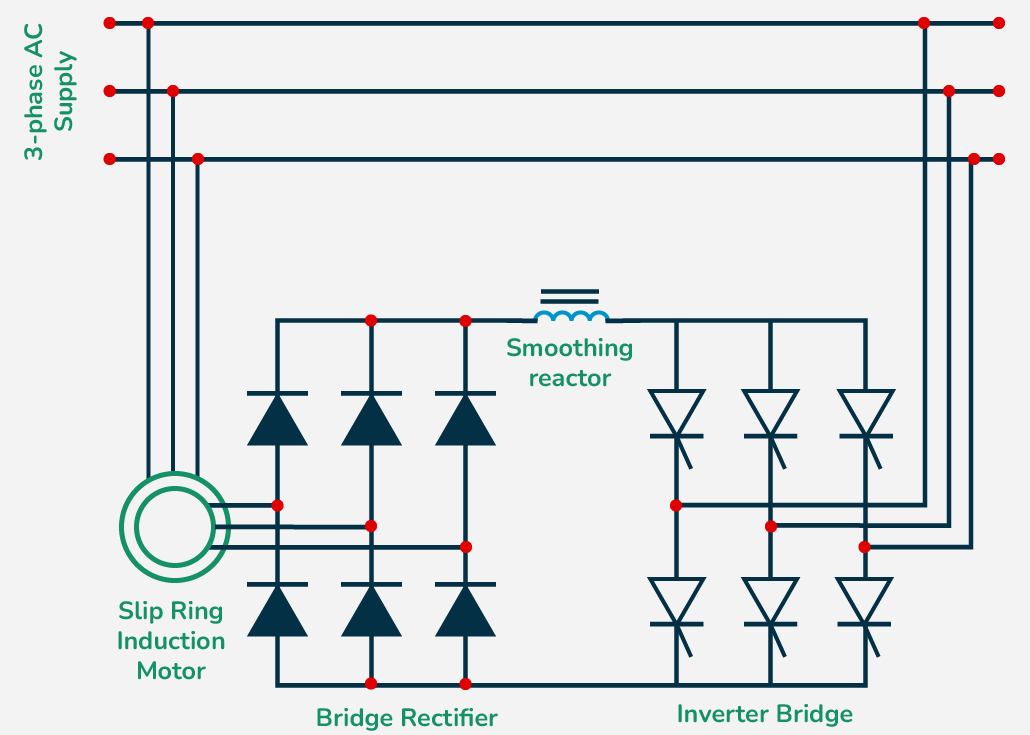
Slip Power Recovery
Rotor Resistance Control
One of the methods for speed control in induction motors is by rotor resistance control. This involves variation in the resistance of the rotor circuit. The most common applications are found in wound rotor induction motors that possess slip rings and external resistors. The basic philosophy behind this is to insert resistance into the rotor circuit in order to increase the resistance and hence reduce the motor speed. The motor’s speed can be controlled using changing levels of resistance, but this device is nevertheless rather inexpensive and simple in nature. Its main usage would then fall upon applications that call for accuracy in speed changes without the complexity or expense involved with other systems such as VFD or slip power recovery systems.
In practical terms, this increased resistance in the rotor circuit reduces the amount of slip the motor has, therefore slowing the motor down. The quantity of the speed reduction depends upon the amount of resistance that is added. For instance, if there is a 50 HP motor running at 1,800 RPM at full load with no external resistance, one can reduce the speed by 10-20% through the addition of rotor resistance. In the usual application, the added resistance that was about 25% of rotor impedance reduced the speed to 1,600 RPM and hence the motor output without much effecting the torque. This added resistance increases the power dissipated in the rotor as heat and reduces the overall efficiency of the motor. It provides a simple solution for speed control applications such as hoists, crushers, and mills for variable speed requirements where continuous regulation of speed is not critical.
One of the major advantages of rotor resistance control is its low cost. Against other methods of motor control, such as VFD or pole-changing techniques, rotor resistance control is inexpensive to provide. Adding external resistors in the rotor circuit is way cheaper than installing a VFD or complex speed control systems. For instance, external resistors on a 100 HP motor may cost from 5,000 to 10,000 dollars, while the VFD system on the same motor would cost between 15,000 and 30,000 dollars. Of course, this makes the method of controlling the rotor resistance highly attractive in applications when cost is a big factor, and speed control required is quite simple. Rotor resistance control can effect significant operational cost savings without performance compromise in applications like conveyors, pumps, and agricultural equipment where speed changes are only intermittent. However, there are some definite limitations to rotor resistance control despite its low cost. One of the major disadvantages is that the addition of resistance in the rotor results in a loss of efficiency due to heat generated in it. This could drop the overall efficiency of the motor by as much as 5-10%, depending on the amount of resistance applied. Using one of the rotor resistance control methods to reduce the speed of an 80% load on a 100 HP motor by 20%, for example, may drop the overall efficiency from 90% to about 85%. Energy losses will be accumulated over time, more in systems of continuous high-power operation. In a plant running several motors, the energy cost due to these losses may be quite significant. As an example, for a 100 HP motor running 8,000 hours a year, the extra consumption cost due to a 5% efficiency loss can be in a range of $3,000 to $5,000 annually, depending on the electricity rate. Efficiency loss of this kind is some sort of concern in the application of rotor resistance control, particularly for cases in which energy savings over a very long period are crucial.
Using a DC Link Inverter
A DC link inverter is an advanced electronic device that controls the speed of a 3-phase induction motor by first rectifying AC power into DC and then using the DC power to create a controlled output of AC power at desired frequency and voltage. High flexibility and precise speed control is the main advantage of the DC Link Inverter, particularly in those applications that require wide-range variable-speed drives of motors. Unlike the conventional techniques of pole changing or rotor resistance control, continuous motor speed adjustment with high torque characteristics and efficiency is possible using a DC Link Inverter.
Among the many advantages of the DC Link Inverter, a very major one is its energy efficiency. In these converters, great care is taken to minimize energy losses, constantly maintaining voltage and frequency levels that optimize power utilization with respect to the motor. For example, in an industrial pump application, a 100 HP motor would draw approximately 75 kW of power continuously at full load with 60 Hz driving frequency. When this speed is reduced, using a DC Link Inverter, to 50%, or rather 30 Hz of its rated speed, power consumption can drop by about 50%, hence reducing the load on the power supply. This may lower the power consumption from 75 kW to 37.5 kW and translate into saving several dollars per year, especially when the application is long-running. This can be from $5,000 to $7,000 a year in case the motor runs for 6,000 hours per year, depending on the costs of electricity.
DC Link Inverters are more flexible in performance as compared to other methods of speed control. Unlike the systems, such as pole-changing motors or rotor resistance control, DC Link Inverters can provide continuously variable speed drive from 0 to 100% of rated motor speed. In particular, this may be very important in applications where small variations in the motor speed have to be performed if there is any variable load. Such would be the case in a conveyor system, where adjustments in the motor’s speed are called for, depending on the material being transported. A DC Link Inverter allows for smooth, precise speed changes without affecting the motor’s torque output. A typical conveyor motor running at 30 Hz-half speed-using a DC Link Inverter might consume about 40 percent less energy than when it runs at full speed. Furthermore, the inverter keeps torque stability to ensure that any given load is treated accordingly with efficiency, even when the speed reduces.
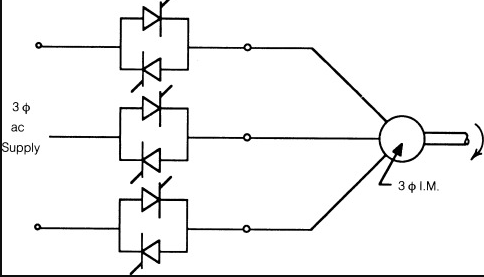
Stator Voltage Control
Stator Voltage Control is one of the earliest developed methods for speed control, widely used for 3-phase induction motors, achieved by variation in voltage supply given to the stator of the motor. If the induction motor supply voltage is increased, the operating speed increases and vice-versa—the operating speed decreases with a reduction in supply frequency. Speed can be correspondingly reduced by reducing voltage at which the stator is supplied. This technique has wide applications wherever variable speed is required, but fine tuning or high efficiency is not the prime objective. In fact, this technique finds wide applications in systems with fans, pumps, and conveyor belts that require only simple speed variation and for which cost-effectiveness is the prime consideration.
The major advantages of stator voltage control are simplicity and low cost. This method of stator voltage control requires significantly lower capital investment regarding equipment and installation compared to more sophisticated methods such as VFDs or DC link inverters. The cost of a typical voltage regulator or transformer that could be applied to stator voltage control for a 50 HP motor application could fall within a range of $1,000 to $3,000. By reducing the supply voltage, the motor speed reduces proportionally and hence energy is saved in those applications where full motor speed is not required. In a centrifugal fan system, for example, if the voltage is reduced to 70% of its rated value, it cuts down the motor speed by about 30%. When the motor runs for thousands of hours, this results in huge energy savings. Consequently, this leads to a decrease in the motor speed by about 20-30%, whereas energy consumption could be reduced by 50% or more depending on application and load characteristics.
With regards to efficiency, stator voltage control is pretty much a low-efficiency technique for motor speed control as compared to advanced techniques such as VFDs. If voltage is reduced, the power consumption of the motor will be reduced correspondingly, but this does not always result in optimum torque or efficiency. When, for example, a motor operating at full load and rated voltage is reduced to 60% voltage, the associated speed reduction causes the motor torque to fall appreciably because an induction motor develops a torque proportional to the square of the voltage. In this regard, if the motor at full voltage produces 100 Nm of torque, at 60% voltage it could drop to about 36 Nm—which might be not enough for some high-load applications. Again, this factor makes stator voltage control less ideal for applications requiring high torque at reduced speeds, such as crushers or mills, where constant and stable torque output is of essence.
In spite of this restriction, stator voltage control has significant advantages in applications whose load and speed can either remain essentially fixed or have small fluctuations. It can thus be a good solution in applications such as a water pump in the irrigation system, for which the load does not drastically vary, where the full capacity of the motor is not always required. As the demand for power is less, the voltage applied to the motor can be reduced to about 70-80%, therefore saving on energy consumption without losing any overall system performance. An example could be a 10 HP motor, which at 80% voltage will consume approximately 30-40% lesser electricity as compared to full voltage. The amount translates into handsome savings over a period of time. This could save the operation from $2,000 to $3,000 annually in electricity costs at 4,000 hours per year of operation, depending on local energy rates.